
因為專業,估價才能更準確
回收優良設備,提供優良服務,“再造”優良沖床
全國服務熱線13537311221
全國服務熱線13537311221
在注塑制造領域,顏色共同性是質量操控的基石,一同也是完畢產品外觀美麗和高質感的要害。關于尋求極致美學和超卓功用的制造商來說,保證顏色不只契合規劃師的準確預期,并且在出產進程中堅持安穩和共同是一大應戰。選用精密的顏色處理和操控流程,制造商能夠有用避免由色差引發的本錢和時刻丟掉,一同進步產品的市場競爭力。
回彈是當載荷卸去后,變形體的形狀得到部分恢復,零件的形狀及尺寸與沖壓模具作業外表的形狀和尺寸不符,形成零件的尺寸不在公役范圍內,影響產品的裝配精度,工程上迫切要求處理因為回彈現象形成的產品差錯。
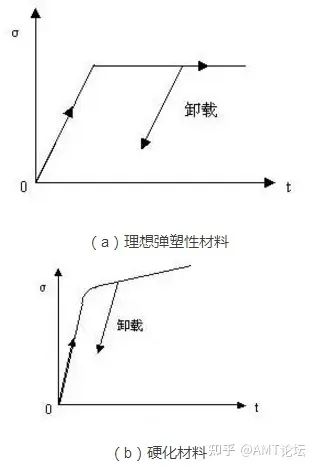
沖壓成形發生塑性變形,一起也發生了彈性變形。成形負荷卸載后,零件便會發生必定回彈。回彈是在板料成形后,成形件從模具中取出后必定會發生的變形,會影響零件終究形狀。回彈量大小直接影響工件的幾許精度,相同也是工藝中很難戰勝的成形缺點。
負荷卸載后應力變化曲線
沖壓件回彈的影響要素
1) 資料性能 不同強度的沖壓件,從一般板材到高強板,不同板材有著不同的屈服強度,板材的屈服強度越高,就越簡單呈現回彈現象。厚板料零件的資料一般選用熱軋碳素鋼板或熱軋低合金高強度鋼板。與冷軋薄板料相比,熱軋厚板料的外表質量差、厚度公役大、資料力學性能不穩定,并且資料的延伸率較低.
回彈前后應力變化
2)資料厚度 在成形進程中,板料厚度對曲折性能有很大影響,跟著板料厚度添加,回彈現象會逐步削減,這是因為跟著板料厚度添加,參與塑性變形資料添加,進而彈性回復變形也添加,因此,回彈變小。
板料界面的切向應力
跟著厚板料零件資料強度等級的不斷提高,回彈所形成零件尺寸精度的問題越來越嚴峻,模具規劃和后期的工藝調試都要求對零件回彈的性質及大小有所了解,以便采取相應的對策和彌補計劃。
關于厚板料零件,其曲折半徑與板厚之比一般都很小,板厚方向的應力及其應力變化不容忽視.。
3)零件形狀 不同形狀零件回彈差異很大,形狀雜亂的零件一般都會添加一序整形,避免成形不到位呈現回彈現象,而更有一部分特別形狀零件比較簡單呈現回彈現象,如U形零部件,在剖析成形進程中,必須考慮回彈補償事宜。
4)曲折中心角 曲折中心角的值越大就表明回彈累積值越大,這樣就會形成嚴峻的回彈現象,沖壓件形變的長度跟著曲折中心角的增大而增大。
5)模具空隙合作狀況 模具在規劃時就要在相對作業部分留有一倍料厚的空隙,在空隙中容納產品。為實現資料更好的流動,在模具加工完畢后要對模具的部分進行研配。尤其是曲折模具,作業部位的空隙越大導致的回彈也就越大,假如板料厚度的差錯答應范圍越大,則回彈也會越大,也會使模具的空隙不能得到很好的確認。
6)相對曲折半徑 相對曲折半徑的值與回彈值成正比,所以沖壓件的曲率越大則越不簡單曲折成形。
7)成形工藝 成形工藝是制約其回彈值的一個重要方面,一般來說,校對曲折的回彈作用比自在曲折要好。假如在同一批沖壓件的生產中要到達相同的加工作用,校對曲折比自在曲折所需求的曲折力要大很多,所以假如兩種方式選用相同的曲折力,則最終到達的作用也不同。校對曲折時所需求的校對力越大沖壓件的回彈越小,矯正曲折力會使變形區表里側纖維都被拉長,到達成型作用。在曲折力卸載后,表里側的纖維都會縮短,但是表里側的回彈方向相反,使沖壓件向外的回彈能夠得到必定程度的緩解。
沖壓回彈的處理辦法
1)產品規劃 首要,資料方面,在滿意產品的要求的前提下,要選擇屈服度小的資料或許也能夠適當的添加資料的厚度。其次,沖壓件形狀的規劃,沖壓件的形狀其回彈也有很重要的影響,形狀曲折的雜亂沖壓件在一次曲折中,因為各個方向的應力狀況雜亂,還存在著摩擦力等其他要素,回彈消除是好不容易的,所以在產品的形狀規劃時,關于雜亂的沖壓件能夠選用幾個部件組合的方式,處理回彈問題。
還有能夠設置防回彈筋,也能有用地處理回彈缺點,在滿意沖壓件要求的前提下根據產品要求和回彈量要求添加設置防回彈筋,能夠改變產品形狀。最終,也能夠經過減小曲折部分R角的值來處理回彈缺點。
2)工藝規劃 首要,模具規劃預成形工序,添加預成形工序能夠使一次性成形的沖壓件散布在不同的工序中完成,能夠在必定程度上消除成形進程中的內應力,然后處理回彈缺點。其次,減小凹凸模具空隙,能夠將其調整在一倍料厚左右,使資料與模具的貼合度到達最大,一起對模具進行硬化處理,也可有用地削減沖壓件拉毛現象,減小對模具的磨損。
還有對產品進行整形,假如產品的規劃不能隨意更改,就能夠在最終對沖壓件進行整形加工,這也是最終的辦法。最終,還有一些其他的辦法處理回彈缺點,如運用液壓沖壓設備,凸模設置頁腳等,都能夠在必定程度上處理回彈缺點。
3)零件壓邊力 壓邊力沖壓成形進程是一項重要的工藝辦法,經過不斷優化壓邊力,能夠調整資料流動方向,改善資料內部應力散布。壓邊力增大能夠使零件拉延愈加充沛,特別是零件側壁與R角方位,假如成形充沛,會使表里應力差削減,然后使回彈減小。
4)拉延筋 拉延筋在當今工藝中使用較為廣泛,合理的設置拉延的方位,能夠有用地改變資料流動方向及有用分配壓料面上的進料阻力,然后提高資料成形性,在簡單呈現回彈的零件上設置拉延筋,會使零件成形更充沛,應力散布更均勻,然后回彈減小。
回彈模仿影響要素
曲折回彈的處理辦法
1)校對曲折 校對曲折力將使沖壓力會集在曲折變形區,迫使內層金屬受揉捏,被校對后,表里層都被伸長,卸載后揉捏兩區的回彈趨勢相抵能夠減小回彈。
2)熱處理 在曲折前進行退火,降低其硬度和屈服應力可減小回彈,一起也降低了曲折力,曲折后再淬硬。
3)過度曲折 曲折生產中,因為彈性恢復,板料的變形視點及半徑會變大,能夠選用板料變形程度超出理論變形程度的方式來減小回彈。
4)熱彎 選用加熱曲折,選擇適宜溫度,資料有足夠的時刻軟化,能夠減小回彈量。
5)拉彎 該辦法是在板料曲折的一起施加切向拉力,改變板料內部的應力狀況和散布狀況,讓整個斷面處于塑性拉伸變形范圍內,這些卸載后,表里層的回彈趨勢彼此抵消,減小了回彈。
6)部分緊縮 部分緊縮工藝是經過減薄外側板料的厚度來添加外側板料的長度,使表里層的回彈趨勢彼此抵消。
7)屢次曲折 將曲折成形分成屢次來進行,以消除回彈。
8)內側圓角鈍化 從曲折部位的內側進行緊縮,以消除回彈。當板形U形曲折時,因為兩側對稱曲折,選用這種辦法作用比較好。二手沖床回收
9)變整體拉延成為部分曲折成形 將零件一部分選用曲折成形后再經過拉延成形以削減回彈。這種辦法對二維形狀簡單的產品有用。
10)操控剩余應力 拉延時在東西的外表添加部分的凸包形狀,在后道工序時再消除添加的形狀,使資料內的剩余應力平衡發生變化,以消除回彈。
11)負回彈 在加工東西外表時,設法使板料發生負向回彈。上模回來后,制件經過回彈而到達要求的形狀。
12)電磁法 使用電磁脈沖沖擊資料外表,能夠糾正因為回彈形成的形狀和尺寸差錯。




