
因為專業,估價才能更準確
回收優良設備,提供優良服務,“再造”優良沖床
全國服務熱線13537311221
全國服務熱線13537311221
常用的鍛壓成形辦法有自由鍛、模鍛、板料沖床沖壓、軋制、揉捏和拉拔等。本文首要對板料沖壓辦法進行簡略歸納總結。
一、概述
利用沖模使板料經別離或變形而得到制件的加工辦法,稱為板料沖壓。一般在常溫下進行,簡稱沖壓。當板料厚度超越8~10mm時才用熱沖壓。
板料沖壓具有以下特點:
1、可沖出形狀復雜的零件,廢料較少,材料利用率高;
2、尺度精度高,外表粗糙度小,互換性好;
3、可得到強度高、剛性好和質量輕的沖壓件;
4、操作簡略,便于實現自動化、機械化。在工業出產中應用廣泛,如汽車、航空等。
下面將從沖壓設備、沖壓工序和沖模三個方面進行簡略介紹。
二、沖壓設備
常用的設備有剪床和沖床。
剪床是用來把板料剪切成一定寬度的條料,以供沖壓工序使用;沖床是進行沖壓加工的基本設備。
三、沖壓工序
可分為別離工序和變形工序兩大類。
1、別離工序:將坯料的一部分和另一部分分開的工序,如落料、沖孔、剪切和修整等。
(1)、剪切是用剪刃或沖模將板料沿不關閉概括進行別離的工序;
(2)、落料和沖孔都是將板料沿關閉概括別離的工序,一般統稱為沖裁。兩工序的模具結構與坯料變形進程一樣,只是用途不同。落料是被別離的部分是制品或坯料,周邊是廢料;沖孔則是被別離的是廢料,周邊部分是帶孔的制品;
(3)、修整是使落料或沖孔后的制品取得精確的概括的工序。
2、變形工序:使坯料的一部分相對于另一部分發生塑性變形而不損壞的工序,如曲折、拉深、翻邊和成型等。
(1)、曲折是使坯料的一部分相對于另一部分曲折成一定視點的工序。曲折時材料內側受壓應力、外側受拉應力。當外側拉應力超越坯料的抗拉強度時會構成彎裂。
坯料越厚,內曲折半徑越小,應力越大,越簡單彎裂。一般最小曲折半徑為0.25~1倍的板厚。塑性好時,則最小曲折半徑可小些。
有時,在去掉曲折外載荷后,被曲折材料的形狀和尺度會發生與加載時變形方向相反的變化,然后消去了一部分曲折變形的效果,稱為回彈。可在設計曲折模具時,使模具視點比制品視點小一個回彈角。
(2)、使坯料變構成開口空心零件的工序稱為拉深,如圖1所示。
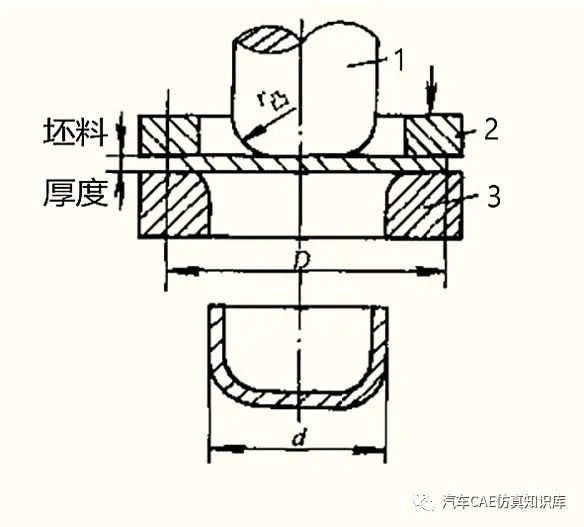
圖1 拉深進程簡圖
其間,1為沖頭,2為壓板,3為凹模。
(3)、翻邊是使帶孔坯料孔口周圍取得凸緣的工序,如圖2所示。
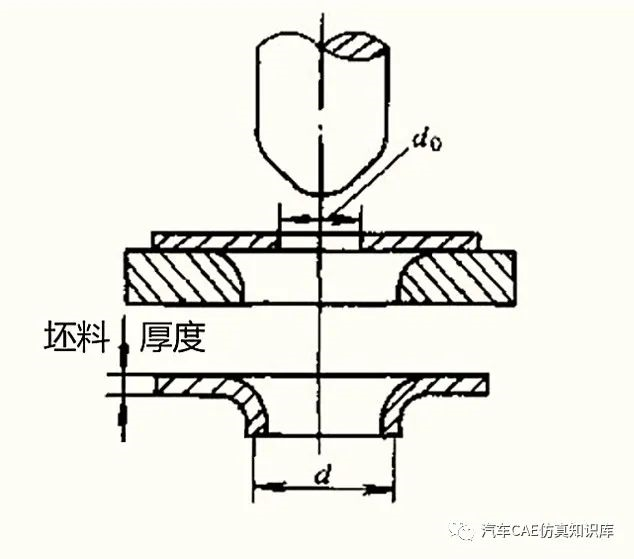
圖2 翻邊簡圖
其間,d為凸緣高度。
(4)、成型是利用部分變形使坯料或半制品改變形狀的工序。
四、沖模
按組合方法分為單工沖模、級進模和組合模三種。
1、單工沖模:在壓力機的一次沖程中只完結一個工序的模具。結構簡略、簡單制造,適用于小批量出產。
2、級進模:實際上是把兩個或更多個單工序模聯在模板上而成,沖床每次行程中,完結兩個以上工序。出產效率高,加工零件精度高,適用于大批量出產。
3、組合模:沖床每次行程中,坯料在沖模中只通過一次定位,可完結兩個以上工序。效率高,適于大批量出產。
沖模首要部分的效果:
1、凸模與凹模:凸模又稱沖頭,與凹模共同效果,使坯料別離或變形完結沖壓進程,是沖模的首要作業部分。
2、導料板與定位銷:用以確保凸模與凹模之間具有準確方位的裝置。二手沖床回收
3、模架:由上下模板、導柱和導套組成。上模板固定凸模、模柄等零件,下模板用以固定凹模、送料和卸料構件等。導套和導柱分別固定在上下模板上,用來確保上下模對準。




